 13915549585
13915549585









近年来,不断有新的方法和技术用于处理工业废水,但各有利弊。单纯的生物氧化法出水中含有一定量的难降解有机物,COD值偏高,不能完全达到排放标准。吸附法虽能较好地除去COD,但存在吸附剂的再生和二次污染的问题。催化氧化法虽能降解难以生物降解的有机物,但实际的工业应用中存在运行费用高等问题。本文介绍一些典型的工业废水处理工艺。
一、工业废水处理超导磁分离工艺
超导磁分离法与传统的化学法、生物法以及普通电磁体磁分离不同,不仅具有投资小、占地少、处理周期短、处理效果好等优点,还可达到普通电磁体3倍以上的磁场强度,从而提高磁分离能力,是未来极具潜在应用价值的技术。
一项超导磁体应用技术研究表明,采用超导高梯度磁分离技术可用于造纸、化工、医药工业废水的净化分离。与传统的超导磁分离技术只能分离矿物、煤、高岭土中磁性杂质不同,该技术通过预先加入改性的磁种子颗粒材料,从而分离工业废水中无磁性的有机、无机污染物,实现工业污水的达标排放。
工业废水如不达标排放,危害颇多。然而,目前使用的化学法和生物化学法存在投资大、运行成本高、反应时间长、占地面积大、效率低、能耗高等诸多问题。对于小型排污企业废水处理,这些问题则愈加突出,厂家若因建立污水处理设施投资过高,大多可能采取直排或偷排,给环境造成了更大危害。因此,开展新型、高效、低成本工业废水处理技术的研究显得重要而迫切。
———技术解析———
铁磁颗粒与污染物絮接
工业废水中一般皆为有机、无机污染物,由于这些污染物本身没有磁性,靠磁场产生的磁吸引力无法分离。研究人员设计并研制出制冷机直接冷却的超导磁体,磁场可达3.92T。利用该超导磁体对造纸厂废水进行了磁分离处理。
实验采用预先在废水中加入经过表面等离子有机聚合改性的铁磁性颗粒并与污水中非磁性有害物质絮接,通过强磁场实现水中污染物的分离。实验结果表明,经磁分离处理的废水其COD值由起始的1780mg/L降到147mg/L,净化效果良好。
———技术背景———
磁分离的发展
磁分离是一种通过磁体提供的磁场吸力来实现物质分离的技术,属于物理分离法,是上世纪70年代初在美国发展起来的一种磁分离技术,应用该法可快速地分离混合物中的磁性杂质。但是,由于以往用于磁分离的磁体大多为普通电磁体或永久磁体,所提供的磁场在1特斯拉(T)左右,磁分离效果不是很明显。
磁体的磁场强度是影响磁分离效率的重要参数,随着超导技术的发展,采用超导材料绕制的超导磁体可获得高磁场,磁场强度很容易达到3T甚至更高,而且能在较大的空间范围内提供强磁场及高梯度磁场,用于磁分离可显著提高处理量。
超导磁分离的应用
采用超导磁体分离矿石、煤、高岭土等固体物质中磁性杂质已得到广泛应用,比如开采出的煤中,不可避免的存在铁屑、雷管等磁性杂质,应用超导磁分离技术可以很好地除掉这些杂质。
超导磁体分离技术,在废水分离净化中尚少采用。近年采用超导磁分离技术分离净化钢厂、铝厂等废水中磁性金属杂质颗粒,分离效果明显,但还局限在分离废水中磁性金属污染物。
对于废水中的有机、无机污染物,由于这些污染物本身没有磁性,靠磁场产生的磁吸引力无法分离;若采用预先添加磁性颗粒,则普通电磁体因磁场强度太低,只有1T左右,分离效果不明显,因而在污水处理领域一直未得到应用。
二、生物处理工艺处理工业废水
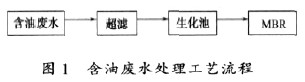
冷轧乳化液含油废水处理系统原有工艺路线为经超滤膜处理后的含油废水经过两个缺氧—好氧生化池处理,混合液由循环泵送至外置膜生物反应器,渗透液经抽吸至清水罐,混合液溢流循环返回生化池,处理工艺流程如图1所示。
在系统调试期间,发现膜生物反应器通量下降过快,清洗频繁。由于所需更换的进口膜管费用昂贵,导致运行成本较高。鉴于此,笔者对其进行了进口设备的国产化,经一段时间运行,取得了良好的效果。
1工艺改造
通过现场调查研究,根据已有的成功技术,经过反复试验,在不另增加任何构筑物的条件下,进行工艺流程的改造,重新布置工艺路线。
(1)两个并联的好氧生化池改为二级串联生化池,A池为高负荷生化池,B池为低负荷浓缩池。
(2)除去外置膜生物反应器,采用国产的浸没式膜装置,制成浸没式膜生物反应器。
(3)膜装置直接浸没放置在B池内,膜出水由抽吸泵送至清水罐,同时在B池被浓缩的污泥由气提器回流至A池。
(4)将固定了专性除油微生物的粉状载体添加至膜生物反应器中,通过错流曝气形成的循环水流在膜板表面形成一种动态膜。
2工艺特点
(1)新膜生物反应器所采用的膜是一种微滤膜,结构复杂,具有多重支撑体和无纺布滤网的多道把关,更结实,更稳定。在日常运行时,该膜生物反应器比原膜生物反应器更加耐污染,这是因为膜的交叉错流具有刚性冲刷作用,而原膜主要为弹摆性冲刷,力度不同。因此改进后的膜生物反应器对原水预处理要求不高,适合处理各类废水。
(2)新膜生物反应器生化池污泥质量浓度可以轻易做到15000mg/L,甚至更高,而原膜生物反应器相对要低些。膜生物反应器启动初期,污泥浓度越高,冲刷强度越高,膜堵塞或污染的现象随之减轻,这些都是新的膜生物反应器特有的优势。
这个优势除了使生化停留时间缩短之外,还会额外带来好处:微生物细菌生长世代延长,不易流失;可形成种类较为丰富和一般生化系统难以培养得到的微生物种群;更加适合处理难降解的有机污染物如矿物油和油脂类有机污染物。
(3)新膜为动态膜,能够阻止活性污泥分解或不完全分解含油废水所形成的油脂类污垢在膜表面的吸附和沉积,可以长期维持膜通量水平并保证系统正常运行。在膜支持下的高浓度活性污泥法,使生化系统负荷相对较低,因此不但能够抵抗更高的污染负荷,而且处理效率达到很高的水平,出水水质稳定达标。
3工艺改造后系统运行结果
3.1进出水水质
本生化处理装置的来水为两股废水:(1)经过超滤处理的冷轧含油乳化液废水,水质为CODCr<2000mg/L、油脂类<100mg/L;(2)高浓度光整废水,水质CODCr<20000mg/L、油脂类<1000mg/L。而经本生化处理装置处理后的出水水质为CODCr<70mg/L、油脂类<10mg/L、SS<10mg/L。
3.2生化运行环境
B池污泥浓度MLSS20000mg/L;CODCr污泥负荷0.14kg/(kg·d);CODCr容积负荷2.8kg/(m3·d);生化系统CODCr去除率>97%。
3.3膜运行状况
新膜是改性PVDF材质,孔径为0.3μm,实际运行膜通量达到生产设计要求。
采取固定化微生物动态膜技术措施后,运行三个月以上膜板表面可以明显地看到“油封”现象已经基本不存在。
新膜清洗周期较长,降低了运行成本。就生化系统而言,废水处理运行费用基本由电费和设备折旧费组成。
4结论
经过改造后,获得了以下效果:
(1)通过一系列因地制宜、经济合理的改造措施,形成并完善了新的膜生物反应器工艺。
(2)通过采取有效措施,使膜通量达到了长期稳定,延长膜的清洗周期至三个月以上。
(3)配合微生物培养和驯化快速完成反应器启动,生化处理效率不断提高,出水水质不但达到环保排放标准,而且优于中水水质。
三、超导高梯度磁分离:工业废水处理新途径
一项超导磁体应用技术研究表明,采用超导高梯度磁分离技术可用于造纸、化工、医药工业废水的净化分离。与传统的超导磁分离技术只能分离矿物、煤、高岭土中磁性杂质不同,该技术通过预先加入改性的磁种子颗粒材料,从而分离工业废水中无磁性的有机、无机污染物,实现工业污水的达标排放。
该技术是由此中国科学院理化技术研究所李来风研究员领导的研究小组通过与东北大学和沈阳水务集团有限公司水业技术研发中心合作共同完成,研究报告刊登于《科技导报》杂志2009年第3期,题为“超导磁分离及在造纸厂污水净化中的应用研究”,此研究得到国家科技部“十一五”863计划和中科院海外杰出学者基金资助。
工业废水如不达标排放,危害颇多。然而,目前使用的化学法和生物化学法存在投资大、运行成本高、反应时间长、占地面积大、效率低、能耗高等诸多问题。对于小型排污企业废水处理,这些问题则愈加突出,厂家若因建立污水处理设施投资过高,大多可能采取直排或偷排,给环境造成了更大危害。因此,开展新型、高效、低成本工业废水处理技术的研究显得重要而迫切。
———技术解析———
铁磁颗粒与污染物絮接
工业废水中一般皆为有机、无机污染物,由于这些污染物本身没有磁性,靠磁场产生的磁吸引力无法分离。研究人员设计并研制出制冷机直接冷却的超导磁体,磁场可达3.92T。利用该超导磁体对造纸厂废水进行了磁分离处理。
实验采用预先在废水中加入经过表面等离子有机聚合改性的铁磁性颗粒并与污水中非磁性有害物质絮接,通过强磁场实现水中污染物的分离。实验结果表明,经磁分离处理的废水其COD值由起始的1780mg/L降到147mg/L,净化效果良好。
四、典型的工业废水处理
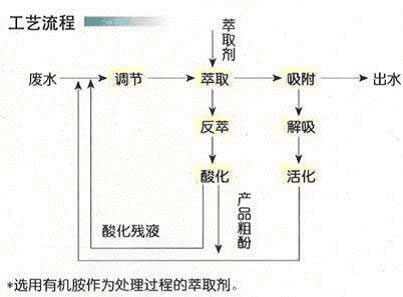
1. 含酚工业废水处理工艺
含酚废水主要来自焦化厂、煤气厂、石油化工厂、绝缘材料厂等工业部门以及石油裂解制乙烯、合成苯酚、聚酰胺纤维、合成染料、有机农药和酚醛树脂生产过程。含酚废水中主要含有酚基化合物,如苯酚、甲酚、二甲酚和硝基甲酚等。酚基化合物是一种原生质毒物,可使蛋白质凝固。水中酚的质量浓度达到0.1-0.2mg/L时,鱼肉即有异味,不能食用;质量浓度增加到1mg/L,会影响鱼类产卵,含酚5-10mg/L,鱼类就会大量死亡。饮用水中含酚能影响人体健康,即使水中含酚质量浓度只有0.002mg/L,用氯消毒也会产生氯酚恶臭。通常将质量浓度为1000mg/L的含酚废水。称为高浓度含酚废水,这种废水须回收酚后,再进行处理。质量浓度小于1000mg/L的含酚废水,称为低浓度含酚废水。通常将这类废水循环使用,将酚浓缩回收后处理。回收酚的方法有溶剂萃取法、蒸汽吹脱法、吸附法、封闭循环法等。含酚质量浓度在300mg/L以下的废水可用生物氧化、化学氧化、物理化学氧化等方法进行处理后排放或回收。
2. 含油工业废水处理工艺
含油废水主要来源于石油、石油化工、钢铁、焦化、煤气发生站、机械加工等工业部门。废水中油类污染物质,除重焦油的相对密度为1.1以上外,其余的相对密度都小于1。油类物质在废水中通常以三种状态存在。
(1)浮上油,油滴粒径大于100µ;m,易于从废水中分离出来。
(2)分散油。油滴粒径介于10-100µ;m之间,恳浮于水中。
(3)乳化油,油滴粒径小于10µ;m,不易从废水中分离出来。由于不同工业部门排出的废水中含油浓度差异很大,如炼油过程中产生废水,含油量约为150-1000mg/L,焦化废水中焦油含量约为500-800mg/L,煤气发生站排出废水中的焦油含量可达2000-3000mg/L。
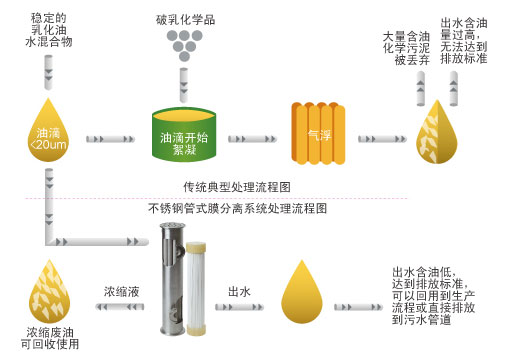
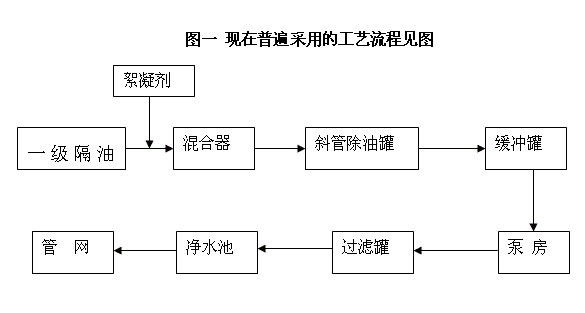
因此,含油废水的治理应首先利用隔油池,回收浮油或重油,处理效率为60%-80%,出水中含油量约为100-200mg/L;废水中的乳化油和分散油较难处理,故应防止或减轻乳化现象。方法之一,是在生产过程中注意减轻废水中油的乳化;其二,是在处理过程中,尽量减少用泵提升废水的次数、以免增加乳化程度。处理方法通常采用气浮法和破乳法。
如图所示就是现在普遍采用的含油废水处理的工艺流程:
3. 含氰废水处理工艺
含氰废水主要来自电镀、煤气、焦化、冶金、金属加工、化纤、塑料、农药、化工等部门。含氰废水是一种毒性较大的工业废水,在水中不稳定,较易于分解,无机氰和有机氰化物皆为剧毒性物质,人食入可引起急性中毒。氰化物对人体致死量为0.18,氰化钾为0.12g,水体中氰化物对鱼致死的质量浓度为0.04-0.1mg/L。含氰废水治理措施主要有:
(1)改革工艺,减少或消除外排含氰废水,如采用无氰电镀法可消除电镀车间工业废水。
(2)含氰量高的废水,应采用回收利用,含氰量低的废水应净化处理方可排放。回收方法有酸化曝气—碱液吸收法、蒸汽解吸法等。治理方法有碱性氯化法、电解氧化法、加压水解法、生物化学法、生物铁法、硫酸亚铁法、空气吹脱法等。其中碱性氯化法应用较广,硫酸亚铁法处理不彻底亦不稳定,空气吹脱法既污染大气,出水又达不到排放标准。较少采用。
工程实拍图:




















 在线咨询
在线咨询 


